-
Эл. почта
Hifull@hifull.com








Ключевые производители Китая в обработке пирогенного диоксида кремния силиконовым маслом?
2026-02-02
Ключевые производители Китая в обработке пирогенного диоксида кремния силиконовым маслом
Если говорить о гидрофобном пирогенном диоксиде кремния, то обработка силиконовым маслом — это, пожалуй, самый распространённый, но и самый капризный процесс. Многие думают, что купил хороший Aerosil, взял масло, смешал — и готово. На деле же разница между партиями бывает колоссальной, и ключ часто лежит не в формуле, а в деталях процесса, которые у каждого производителя свои. Вот об этих производителях, точнее, о том, как они реально работают в этой нише, и хочется порассуждать, исходя из того, что приходилось видеть и с чем сталкиваться.
Рынок и базовые заблуждения
Когда начинаешь искать китайских поставщиков, первое, что бросается в глаза — их количество. Десятки, если не сотни компаний заявляют о производстве гидрофобного диоксида кремния. Но здесь кроется первый подводный камень. Огромная часть из них — это просто трейдеры или мелкие фасовщики, которые закупают полуфабрикат (часто низкодисперсный или с плохой первичной структурой) и проводят поверхностную обработку. Результат — нестабильность по влагопоглощению и дисперсности от партии к партии. Настоящих же производителей, которые контролируют цепочку от синтеза пирогенного кремнезема до его финальной модификации, на пальцах одной руки пересчитать.
Второе распространённое заблуждение — будто бы ?силиконовое масло? это нечто универсальное. На самом деле, решающую роль играет вязкость, степень полимеризации и чистота этого масла. Использование дешёвых или неподходящих масел — частая причина ?выпотевания? масла из готового продукта при хранении или в составе композиций. Некоторые китайские коллеги в погоне за себестоимостью как раз на этом спотыкались, получая материал, который формально проходит по анализу на угол смачивания, но убивает реологические свойства конечного силикона или герметика.
И третий момент — это миф о полной автоматизации. Да, основные реакторы часто автоматизированы, но процесс дозирования масла, контроль температуры в разных зонах аппарата, время контакта — это всё ещё во многом область эмпирики и ноу-хау конкретного технолога. Видел я на одном из заводов, как мастер буквально ?на слух? и по виду пара из рубашки охлаждения определял момент окончания реакции. И это не отсталость, а порой необходимость из-за неидеального сырья.
География и кластеры производства
Если отбросить торговые компании, то география реальных производственных мощностей довольно характерна. Исторически сложилось два основных кластера. Первый — вокруг производителей исходного монометилхлорсилана и силиконовых жидкостей, это в основном провинции Цзянсу и Чжэцзян. Их сила — в доступности и разнообразии модификаторов. Но слабое место часто — само сырьё, пирогенный диоксид кремния, который они вынуждены закупать у других.
Второй, и на мой взгляд, более интересный кластер — это предприятия, которые выросли из производителей чистого пирогенного диоксида кремния. Они имеют глубокое понимание исходной поверхности SiO2, её активности, и уже под это ?тело? подбирают режим обработки. Вот здесь как раз и находится Hubei Huifu Nanomaterials Co. (https://www.hifull.ru). Их завод в Ичане, провинция Хубэй, изначально был сфокусирован именно на нанопорошковых материалах, и их специализация на фумированных (гидрофобных) продуктах — это логичное развитие компетенций. Как они сами указывают, опыт в этой сфере — более 20 лет, что для Китая, где компании часто меняют профиль, говорит о серьёзной фокусировке.
Есть, конечно, и разрозненные заводы в Шаньдуне или Хэнани, но их продукция чаще носит региональный характер или заточена под очень специфические, часто низкобюджетные применения — например, наполнители для некоторых видов резин.
Технологические нюансы и ?подводные камни?
Вернёмся к процессу. Основных метода два: обработка в псевдоожиженном слое и обработка в высокоскоростных смесителях (типа ?Хеншель?). Первый метод считается более продвинутым и равномерным, но требует тонкого контроля дисперсии порошка газовым потоком. Китайские производители, которые вложились в такие линии (часто немецкого или японского происхождения), обычно и выходят на более высокий ценовой сегмент. Их продукт отличается низким абразивным износом, что критично для применения в оптических силиконовых линзах или электронных герметиках.
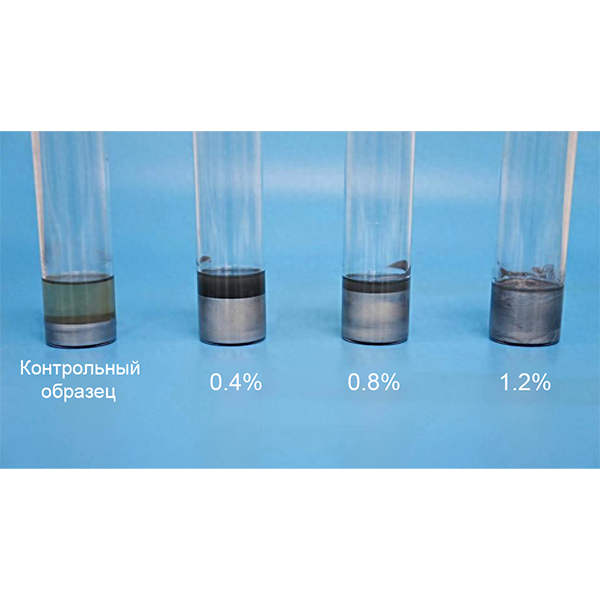
Второй метод — проще и дешевле. Но здесь главная проблема — локальный перегрев. Если теплоотвод плохой, силиконовое масло не просто закрепляется на поверхности, а может начать термически полимеризоваться, образуя нежелательные сшитые агломераты, которые потом не разбить. Однажды получил партию от нового поставщика, который использовал как раз такой метод. В лабораторных тестах на гидрофобность всё было прекрасно, но при внесении в силиконовую пасту получились ?рыбьи глаза? — те самые недиспергируемые агломераты. Пришлось возвращать.
Ещё один практический момент — это контроль остаточной кислотности. Процесс гидрофобизации часто идёт с участием продуктов гидролиза, и если отмывка или нейтрализация проведены не до конца, материал может катализировать деструкцию полимерной матрицы. Это коварный дефект, который проявляется не сразу.
Кейс: наблюдения за работой специализированных предприятий
Возьмём для примера уже упомянутую компанию Hubei Huifu Nanomaterials. Их позиционирование как компании с полным циклом от НИОКР до производства вызывает доверие. На их сайте видно, что они делают акцент на различных типах обработки, а не только на силиконовом масле. Это важный признак: значит, они понимают химию поверхности и могут осознанно выбирать модификатор под задачу. Часто такие компании охотнее идут на диалог по кастомизации продукта — например, подобрать степень гидрофобности или величину удельной поверхности после обработки.
Из личного опыта общения с подобными производителями (не обязательно с этой конкретной компанией) знаю, что их сильное место — это работа с пирогенным диоксидом кремния собственного производства или жёстко контролируемого закупа. Они могут позволить себе ?играть? параметрами исходного ?белого сажи?, что даёт большую гибкость. Слабые стороны, которые встречал, — иногда недостаточная глубина аналитического контроля на финальной стадии. Например, определение точного количества химически связанного, а не просто адсорбированного масла требует хорошего ИК-Фурье оборудования и грамотных химиков.
Успешные кейсы применения их материалов, о которых слышал, часто связаны не с массовым ширпотребом, а с инженерными применениями: термостойкие силиконовые компаунды, силиконовые покрытия с высокой газопроницаемостью, специальные аддитивы для пластиков. Это говорит о том, что продукт работает в ответственных формулах.
Тенденции и личный взгляд на развитие
Куда движется отрасль? Чётко вижу несколько тенденций. Первая — это запрос на комбинированную модификацию. Иногда одной обработки силиконовым маслом недостаточно, требуется предварительная или последующая ?прививка? другими органофункциональными силанами для улучшения адгезии к конкретной матрице. Производители, которые освоили такие гибридные технологии, сразу уходят в отрыв.
Вторая тенденция — ужесточение требований по чистоте, особенно для электроники и медицины. Здесь уже не обойтись просто контролем по тяжёлым металлам. Вопросы летучих органических соединений (ЛОС), остаточных ионных примесей выходят на первый план. Это требует инвестиций в очистку газов и воды на производстве, что могут позволить себе не все.
И третье — это растущая конкуренция не только по цене, но и по технической поддержке. Раньше можно было отгрузить мешки и забыть. Сейчас крупные потребители ждут помощи в решении проблем диспергирования, рекомендаций по замене, совместных испытаний. Те китайские производители, которые создали у себя сильные лаборатории прикладного характера, постепенно отвоёвывают долю у западных гигантов вроде Evonik или Cabot на азиатском рынке. Думаю, что в ближайшие годы мы увидим дальнейшую консолидацию рынка вокруг нескольких технологически подкованных игроков, которые контролируют всю цепочку. Остальные либо станут их сателлитами, либо уйдут в низший ценовой сегмент, где качество процесса обработки силиконовым маслом уже не так критично.