-
Эл. почта
Hifull@hifull.com








Китай Аэросил TDS: технологии применения?
2026-01-28
Когда слышишь ?Аэросил TDS?, многие сразу думают о классическом пирогенном диоксиде кремния, о белых порошках для увеличения вязкости. Но в последние годы на рынке, особенно из Китая, под этой маркировкой часто поставляются модифицированные гидрофобные дисперсии. Вот здесь и начинается путаница, которая может дорого обойтись в реальном проекте. По своему опыту скажу: китайский ?Аэросил? — это не всегда ?тот самый? Aerosil, это скорее обобщенное название для целого класса дисперсных кремнеземов, и ключевой вопрос — как именно их внедрять, чтобы не получить комки вместо прозрачного геля.
От TDS к реальной партии: что часто упускают
Технический паспорт (TDS) — это отправная точка, но точно не истина в последней инстанции. Я видел десятки TDS от разных китайских производителей, где указаны идеальные параметры диспергирования. На практике же все упирается в метод введения в систему. Сухой порошок в воду? Почти гарантированно получишь агломераты, которые потом не разобьешь даже на диссольвере. Ошибка новичков — доверять цифрам с листа и сыпать порошок прямо в основную смесь. Нужен предварительный этап, приготовление концентрата.
Один из относительно успешных протоколов, который мы отработали с материалами, например, от Hubei Huifu Nanomaterials Co. — это использование полярного спирта (изопропанол) для первичного смачивания. Их продукция, кстати, часто фигурирует под маркой Hi-Sil. Компания АО Хубэй Хуэйфу Наноматериалы, базирующаяся в Ичане, действительно имеет солидный опыт в производстве фумированных порошков, и их TDS обычно довольно подробны. Но даже с ними приходится экспериментировать: в их рекомендациях может быть указана высокая скорость перемешивания, но для нашего лакокрасочного завода такое оборудование — редкость. Пришлось адаптировать, снижать скорость, но увеличивать время диспергирования, что, конечно, влияет на экономику процесса.
Была неудача с партией так называемого ?аэросила для силиконовых герметиков?. По TDS всё сходилось: удельная поверхность, степень гидрофобности. Но при введении в полидиметилсилоксановую основу дисперсия оказалась нестабильной, через неделю началось расслоение. Проблема была не в самом порошке, а в остаточном содержании хлорсиланов, которое в паспорте было указано мелким шрифтом. Это научило меня всегда запрашивать полный анализ, особенно на летучие примеси, если речь идет о реакционноспособных системах.
Гидрофобный vs гидрофильный: выбор не по цене, а по химии среды
Это, пожалуй, самый критичный момент. Китайские поставщики, включая упомянутую Huifu, предлагают оба типа. Соблазн взять гидрофильный, потому что он дешевле и проще в работе, велик. Но если конечный продукт должен работать во влажной среде или быть химически стойким, это провал. Гидрофобный аэросил, обработанный, например, диметилдихлорсиланом, ведет себя в органике предсказуемо, но его диспергирование требует неводных сред.
В одном проекте по термостойкому покрытию мы использовали гидрофобный диоксид кремния именно от китайского производителя. Ключевым было не просто перемешать, а создать сдвиговое усилие в трехвальцовой краскотерке. Простое диссольверное перемешивание давало лишь видимость однородности, а при нанесении методом распыления проявлялась микроагрегация, что убивало защитные свойства. Пришлось пересматривать всю технологическую цепочку, вводить порошок на этапе приготовления полуфабриката.
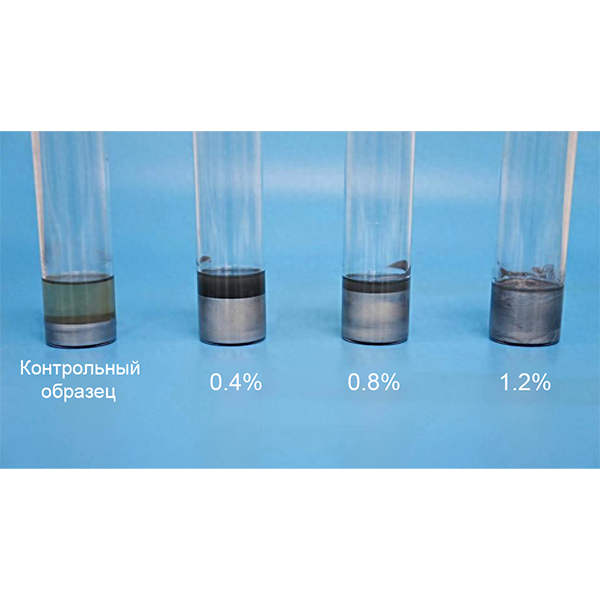
Интересный нюанс: степень гидрофобности, которую указывают в TDS (например, ?более 99%?), часто проверяется простейшим тестом на плавучесть в воде. Для грубой оценки сгодится, но для электроизоляционных компаундов или высокоэффективных сиккативов нужны более точные данные по сорбции влаги. Здесь прямой диалог с технологом производителя незаменим. В моей практике именно такие детали, не всегда отраженные в документации, определяли успех применения.
Оборудование и ?ручные? корректировки
Идеального оборудования не существует. Опыт показывает, что даже на хорошей диссольверной установке с диссеком можно испортить партию, если неправильно выбрать момент ввода. Наш стандартный прием для модифицированных порошков — это создание ?масляной пасты?. Сначала диспергируем порошок в части пластификатора или связующего (иногда с добавкой диспергатора), получаем высоковязкую пасту, а уже затем вводим её в основную массу. Это снижает пыление и улучшает смачивание частиц.
Зимой возникла проблема с дисперсией: сырье пришло с холодного склада, и мы сразу пустили его в процесс. Результат — плохое смачивание и комки. Оказалось, что температура порошка ниже температуры точки росы в цехе привела к конденсации влаги на поверхности частиц, даже гидрофобных. Теперь всегда выдерживаем мешки в цехе не менее суток перед вскрытием. Мелочь, но TDS об этом молчит.
Ещё один практический момент — очистка оборудования. Остатки гидрофобного аэросила на стенках реактора или трубопроводов могут стать центрами кристаллизации для следующей партии, особенно если сменится рецептура. Стандартная мойка водой тут не работает, нужны органические растворители. Это увеличивает время на переналадку линии, что надо закладывать в планирование.
Контроль качества: не только входящий, но и процессный
Принимать партию только по сертификату и паспорту — рискованно. Мы внедрили простой, но эффективный тест: приготовление эталонной дисперсии по нашему внутреннему регластру для каждой новой партии или даже каждого нового поддона. Сравниваем вязкость, прозрачность (для гелей) и время диспергирования до заданной степени с предыдущим, одобренным образцом. Часто китайские производители, такие как Huifu, держат стабильность в рамках партии, но от партии к партии могут быть колебания в гранулометрии, что напрямую влияет на технологии применения.
Был случай, когда вязкость получаемого геля внезапно упала. В TDS изменений не было. После запроса выяснилось, что на заводе-изготовителе слегка изменили параметры процесса фумирования (температуру или концентрацию реагентов), чтобы увеличить выход. Это привело к небольшому изменению структуры агломератов первичных частиц. На бумаге удельная поверхность осталась той же, но поведение в системе изменилось. Пришлось корректировать рецептуру, увеличивая дозировку на 2-3%.
Поэтому теперь мы всегда резервируем образец-эталон от первой одобренной поставки. И главный критерий — не абсолютные цифры с ихнего прибора, а поведение в нашей конкретной системе на нашем оборудовании. Это и есть суть практического применения.
Экономика и логистика: скрытые факторы выбора
Когда говоришь о китайском аэросиле, нельзя обойти вопрос стоимости. Да, он часто привлекателен. Но итоговая цена применения складывается не только из цены за килограмм. Сюда входят: стоимость диспергирования (энергия, время, амортизация), возможный брак, стоимость дополнительных добавок (диспергаторов, смачивателей) и, что важно, стабильность поставок.
Работая с Hubei Huifu Nanomaterials, мы оценили их способность предоставлять кастомизированные продукты. Например, под нашу задачу по антикоррозионному грунту они предложили порошок с предварительно нанесенным (в процессе производства) силан-модификатором, что сократило нам этап in-situ модификации в реакторе. Это прямая экономия времени и снижение риска. Их сильная сторона — именно в гибкости под задачи клиента, а не только в стандартных позициях.
Однако логистика из провинции Хубэй — это время. В условиях, когда производство работает ?с колес?, приходится создавать больший страховой запас, что замораживает средства. И это тоже часть технологического решения: можно ли позволить себе ждать 60 дней следующую партию? Иногда надежность поставок перевешивает кажущуюся выгоду от более дешевого, но непредсказуемого поставщика. Всё это — неотъемлемая часть ответа на вопрос ?как применять?. Технология начинается не у дозатора, а в контракте и в логистической схеме.